AMPG – Socket head cap screws
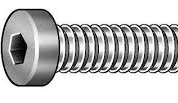
AMPG Socket head cap screws are designed with a hexagonal recess, allowing them to be tightened or loosened with an Allen wrench or hex key. This design eliminates the need for side clearance, enabling the screws to be installed close to other screws and components. They come in various head configurations, which can fit into tight spaces, minimize snagging, or provide a flush fit with the surface.
These socket hex head cap screws are machine screws with external threading, driven by an internal hex socket drive compatible with hex keys or Allen wrenches. Their internal wrenching requirement reduces the need for surface area, making them ideal for projects with limited space where traditional wrenches or sockets cannot be used.
AMPG Socket head screws, also known as Allen screws or Allen head bolts, can be either fully or partially threaded. Fully threaded screws have a thread length equal to the screw length, allowing them to be installed fully into a threaded hole. Partially threaded screws feature an unthreaded section under the head, which provides greater holding power due to the strength of the unthreaded portion when force is applied from the side.
Explore AMPG’s extensive selection of socket head cap screws, with over 13,000 options in various sizes, materials, and styles. These screws are commonly used in machine parts, die fixturing, and clamping applications. The socket head design facilitates driving in confined spaces where traditional tools might not fit.
Socket Head Cap Screws Available:
- Thermal Black Oxide, Alloy (Inch)
- Zinc Bake CR+3, Alloy (Inch)
- 18-8 Stainless Steel (Inch)
- 316 Stainless Steel (Inch)
- Tamper Resistant, Thermal Black Oxide, Alloy (Inch)
- Tamper Resistant, Stainless Steel 18-8 (Inch)
- Nylon Patch, Thermal Black Oxide, Alloy (Inch)
- Nylon Patch, Stainless Steel 18-8 (Inch)
- Nylon Pellet, Thermal Black Oxide, Alloy (Inch)
- DIN 912, 12.9, Thermal Black Oxide, Alloy (Metric Screws)
- DIN 912, 12.9, Zinc Bake CR+3, Alloy (Metric Screws)
- DIN 912, 12.9, Zinc Bake CR+6, Alloy (Metric Screws)
- DIN 912, Stainless Steel A2 (Metric Screws)
- Mechanical Zinc, Alloy (Inch)
- Ni Cu, Plain (Inch)
- Silicon Bronze, Plain (Inch)
- 1936 Series, Thermal Black Oxide, Alloy (Inch)
- Whitworth Thread, Thermal Black Oxide, Alloy (Inch)
| Socket Cap Screws : Performance & Mechanical Stats | ||||||
|---|---|---|---|---|---|---|
|
Standard Head Screws – Alloy Steel
|
Standard Head – Stainless Steel
|
Low Head Screws – Alloy Steel |
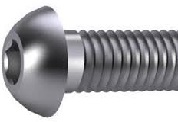
Button Head Screws – Alloy Steel
|
Flat Head Screws – Alloy Steel
|
||
| Descriptions | An externally threaded fastener with unified threads, a cylindrical head (with a flat, chamfered top surface), knurled cylindrical sides and hexagonal recess. | An externally threaded fastener with unified threads, a cylindrical head (with a flat, chamfered top surface), knurled cylindrical sides and hexagonal recess. | Head height is 50% of a standard socket head and the socket size is smaller. | Similar thread design as a socket cap screw, but the dome-shaped head is wider and has a lower profile. | Similar to a button head socket screw, but with an 82-degree countersunk flat head. | |
| Applications/Advantages | Precision assembly work and applications requiring a well-tooled appearance. Greater tensile strength than same size Grade 5 or 8 hex head cap screws while requiring less surface area due to the internal wrenching. | Stainless socket screws have less tensile and yield strength than alloy sockets, but superior corrosion resistance. They also retain mechanical and performance capabilities at higher than ambient temperatures. | Useful in situations where clearance is limited. *Due to design constraints, low head cap screws cannot withstand same preloads as standard socket cap screws. | Used when a wider bearing surface or smoother, finished appearance is desired. Designed for light fastening applications. Not recommended for critical, high-strength applications. | Used when a flush mount, high-strength screw is required. Often used for tools and dies where moving parts pass over an area. | |
| Material |
Alloy steel with min 0.31% Carbon, max 0.040% Phosphorus, max 0.045% Sulfur and one or more of the following elements in sufficient quantity to meet strength requirements listed below: chromium, nickel, molybdenum or vanadium. | 302, 303, 304, 305, 384, XM1, or XM7 alloy | Alloy steel with min 0.31% Carbon, max 0.040% Phosphorus, max 0.045% Sulfur and one or more of the following elements in sufficient quantity to meet strength requirements listed below: chromium, nickel, molybdenum or vanadium. | Alloy steel with min 0.28 to 0.50% Carbon, max 0.040% Phosphorus, max 0.035% Sulfur and one or more of the following elements in sufficient quantity to meet strength requirements listed below: chromium, nickel, molybdenum or vanadium. | Alloy steel with min 0.28 to 0.50% Carbon, max 0.040% Phosphorus, max 0.045% Sulfur and one or more of the following elements in sufficient quantity to meet strength requirements listed below: chromium, nickel, molybdenum or vanadium. | |
| Heat Treatment | Oil quenching from above the transformation temperature, tempered at a temp. not lower than 650 degrees F. | The only heat treatment normally available on austenitic stainless alloys is annealing, done at approx. 1900-degrees F to a dead soft condition and is not normally thermally reversible. | Oil quenching from above the transformation temperature, tempered at a temp. not lower than 650 degrees F. | Oil quenching from above the transformation temperature, tempered at a temp. not lower than 650 degrees F. | Oil quenching from above the transformation temperature, tempered at a temp. not lower than 650 degrees F. | |
| Hardness |
0 – 1/2″ D: Rockwell C39 min. 5/8″ D & larger: Rockwell C37 min. |
Rockwell B80 min. | Rockwell C38 min. |
Rockwell C38 – 44 |
0 – 1/2″ D: Rockwell C39 – 44 Over 1/2″ D: Rockwell C37 – 44 |
|
| Tensile Strength |
0 – 1/2″ D: 180,000 psi min. 5/8″ D & larger: 170,000 psi min. |
80,000 psi min. | 170,000 psi min. |
180,000 psi min. (material only) |
0 – 1/2″ D: 145,000 psi min. Over 1/2″ D: 135,000 psi min. |
|
| Yield Strength |
0 – 1/2″ D: 162,000 psi min. 5/8″ D & larger: 153,000 psi min. |
30,000 psi min. | 150,000 psi min. |
160,000 psi min. (material only) |
153,000 psi min. (over 1/2″ diam.) |
|
| Elongation | 10% min (Applies to machined specimens at least 4D in length where D equals the nominal diameter of the screw.) | 10% min (Applies to machined specimens at least 4D in length where D equals the nominal diameter of the screw.) | 10% min (Applies to machined specimens at least 4D in length where D equals the nominal diameter of the screw.) | 8% min (Applies to machined specimens at least 4D in length where D equals the nominal diameter of the screw.) | 8% min (Applies to machined specimens over 1/2″ diam., at least 4D in length where D equals the nominal diameter of the screw.) | |
| Reduction of Area | 33% min (machined specimens) | 30% min (machined specimens) | 33% min (machined specimens) | 35% min (machined specimens) | 35% min (machined specimen’s over 1/2″ diam.) | |


- Avdel

- Carey Manufacturing

- Keystone

- PEM PennEngineering

- RAF

- Richco

- nVent Schroff

- Zierick

- Seastrom
